Ferskvarehuset på Gardermoen: Europas mest automatiserte salatpakkeri
Etter at kinakål og isberg ble populære på 80-tallet har både utvalget og konsumet av salater eksplodert de siste årene. Spesielt populære er de forbrukervennlige posene av ferdig hakket og vasket salat – både enkeltslag som for eksempel ruccula, men også de mange blandingene som tilbys.
Det norske dagligvaremarkedet domineres som kjent av tre store aktører, og mens NorgesGruppen og Rema 1000 er tungt inne på eiersiden i BAMA har Coop kjøpt seg inn i Ferskvarehuset AS som for et drøyt halvt år siden kunne ta i bruk sin helt nye fabrikk på Gardermoen, vegg i vegg med Coop Logistikksenter – CLog. Selskapet leverer alt av ferdig vaskede og kuttede salater til Coop som tar rundt 95 prosent av den ukentlige produksjonen på nesten 1.000 paller med ferdig kuttet og vasket salat i poser.
– I likhet med hva som er vanlig i hele denne bransjen var også vår egen tidligere produksjon preget av veldig mye manuelt arbeid med mange tunge løft. Jeg får vel egentlig ikke lov til å si det, men jeg gjør det likevel: vi har fått Europas mest automatiserte salatpakkeri, fastslår fabrikksjef Jan Kåre Sundal. Han forteller at de har oppnådd en langt bedre kvalitet og får forespørsler fra salatpakkerier fra hele Europa som ønsker å komme på besøk og se på state of the art-anlegget. Spesielt er interessen stor for den helt unike løsningen på hvordan de forskjellige salatslagene blir blandet.
Kort prosess
Kort holdbarhet og lange transportavstander var en av grunnene til at Ferskvarehuset var opptatt av å oppnå en best mulig flyt gjennom produksjonen før salaten er i pose. Hele produksjonen er ordrestyrt og selskapet har ikke ferdigvarelager. Etter å ha mottatt ordre kl. 14 starter produksjonen neste dag kl. 6 og må være ferdig innen kl. 18 når de blir kjørt ut.
Andre viktige faktorer var at de måtte sikre seg en høy grad av fleksibilitet, i tillegg til at høye norske lønnskostnader gjør det lønnsomt å automatisere. Etter å ha spart inn 20 stillinger har selskapet nå 40 ansatte, hvorav 16 er involvert i salatproduksjonen.
Altomfattende IT-styring
Ferskvarehuset tildelte det norske selskapet Dynatec oppdraget om å bygge opp det nye salatpakkeriet på Gardermoen. Sammen med deres mangeårige danske samarbeidspartner Dan Supply stod de for alle leveransene av produksjonsutstyret, mens Dynatec valgte norske APX Systems som leverandør av den komplekse it-løsningen som omfatter både planlegging og styring av produksjonen, i tillegg til datafangst, sporing, pakking og merking. I likhet med produksjonsanlegget til Kransekakebakeren som Dynatec og APX Systems samarbeidet om for et par år siden, er også produksjonsløsningen til Ferskvarehuset et eksempel på Industri 4.0 der alle enheter er integrert for å oppnå en maksimal flyt.
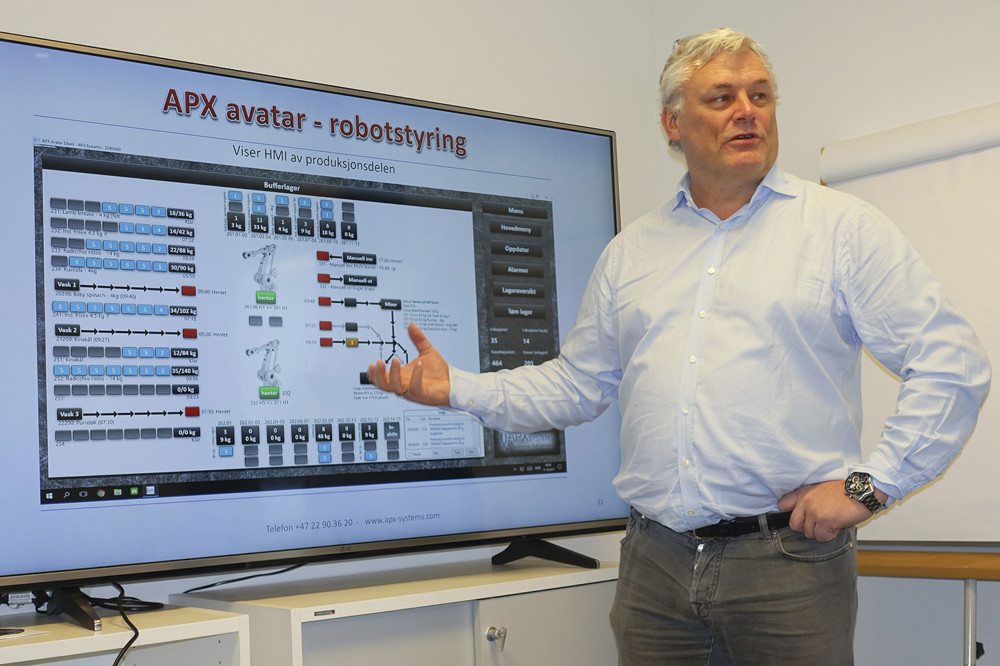
APX avatar er navnet på en relativt nyutviklet løsning som binder flere roboter sammen og hjelper til med å produsere, merke og pakke samt gjøre datafangst og rapportering til brukerens overordnede ERP-system. I bunn av løsningen ligger datastrukturen til sD2 som springer ut fra selskapets tidligere og velkjente superDAGFINN, og som har blitt tillagt mye funksjonalitet for å kunne tilpasses salatproduksjonen på Gardermoen.
– Løsningen består av flere programmoduler som gjør forskjellige oppgaver. Gjennom integrasjonen med SAP henter vi ned alle ordre i løpet av natten. Fra SAP får vi også nødvendige artikkeldata og basert på dette optimaliserer avatar neste dags produksjon, forteller Jan Erik Evanger, daglig leder og eier av APX Systems. Han legger til at løsningen også har et lag som kommuniserer med vektene og styrer alle robotbevegelsene. Resepturhåndteringen styrer hvor mye man må ha på de ulike stasjonene for å klare å kjøre flytproduksjon uten å gå tom for én eller flere råvarer, og i pakkeprosessen sørger systemet for automatisk merking av både F-pak, D-pak, robotpalletering og merking av pall. Systemet kommuniserer også med en rekke PLS-er slik at linjene kan stoppes hvis noe skulle skje.
Selv om løsningen er svært kompleks tok det ikke mer enn et drøyt halvt år etter at APX fikk ordren før den var oppe og gikk sist sommer.
Full oversikt over svinn
I gjennomsnitt mottar Ferskvarehuset 100.000 kilo råvare i måneden. I den norske vekstsesongen får selskapet daglige leveranser fra produsenter hovedsakelig i Vestfold, men også en del fra Trøndelag. I importsesongen har de et samarbeid med Coop Norden om kjøp av råvarer fra både Spania, Italia og Portugal som i hovedregelen ankommer tre ganger i uken.
I varemottaket blir råvarene kvalitetsjekket, veid, remerket og registrert inn på råvarelager. Det blir styrt av APX som gir signaler videre til produksjon og forskjellige enheter i hele fabrikken.
Både i varemottak og der de tre produksjonslinjene starter er det montert svinnvekter. Ferskvarehuset har ennå ikke tatt disse i bruk, men systemet er laget slik at alt avkapp som ikke benyttes i produksjonen kan bli registrert per råvarepall som igjen er linket mot den aktuelle leverandøren. På den måten vil selskapet kunne samle opp statistikk som viser kvaliteten på den enkelte leverandør og som vil være et godt verktøy når innkjøpspris skal fastsettes.
En annen fordel når svinnvekten registreres i varemottak er at man vil få beskjed om å fylle på tilsvarende mengder for å kunne oppnå dagens planlagte produksjon.
Selve produksjonsprosessen starter med at salaten grovsorteres før den går gjennom en kuttemaskin og videre gjennom optisk sorterer før den transporteres opp i andre etasje der den kuttede salaten går gjennom lange vaske- og tørkebaner. På slutten av disse bufferlagres salaten i store blå plastkasser som blir veid slik at systemet har kontroll over nettovekten etter vask og tørk.
Mikses av to roboter
Sundal forteller at de brukte mye tid på å bestemme seg for hvordan selve miksingen av de forskjellige salattypene skulle foregå.
– Vi hadde mange ideer og vurderte blant annet om vi skulle bufre og mikse fra tanker eller belter. Vi fant imidlertid ut at kasser var det beste, sier fabrikksjefen.
Avatar styrer hvorledes kassene blir plassert i en vifteposisjon rundt to store industriroboter, og basert på resepturene til de enkelte salatblandingene plukker disse automatisk de aktuelle kassene og fyller innholdet over i en stor mikser.
– Det ser og høres enkelt ut, men det er temmelig komplekst. På en vanlig dag blir 5.000 kasser håndtert på denne måten og resultatet av resepturstyringen er at vi nå har en hundre prosent identisk miksing av den enkelte batch. Det er veldig vanlig i bransjen at slik miksing foregår manuelt, og vi må vel være ærlige og innrømme at den skjedde litt mer på slump hos oss tidligere, sier Sundal.
Helautomatisk pakking og merking
Etter å ha blitt mikset føres salaten på bånd til en av tre multihodevekter og fra disse faller den ned gjennom trakt til posefylling med best før-merking og sporingsinformasjon. Også dette skjer helt automatisk, og her er vekten på innholdet avgjørende for fyllingshastigheten.
– Sukkererter er tyngst og de faller så fort at vi fyller 70 slike poser i minuttet. Nå pakker vi mikset Middelhavssalat og da er hastigheten 42, sier Sundal etter en rask sjekk av displayet.
Etter at posene er fylt oppe på en mesanin føres de videre ned til bakkeplan og gjennom både en metalldetektor og en sjekkvekt. En av de andre banene har også utstyr for å sjekke oksygennivået i posene da enkelte salatslag er svært ømfintlige for dette. Deretter går de gjennom en WrapAround-maskin og blir lagt i esker. Når disse er blitt automatisk merket transporters de på bånd bort til en palleteringsrobot som sørger for å bygge paller etter kundeordre. Når pallen til for eksempel Coop i Bergen er ferdig bygget føres den gjennom en strekkfilmmaskin før den helt til slutt blir påført transportetikett og satt til utkjøring.
Industri 5.0
Sundal forteller at det var svært viktig for dem at APX utviklet en løsning som skulle være mest mulig brukervennlig.
– Vi har ingen datafolk i produksjonen og med mange nasjonaliteter måtte det være enkelt. Tidligere måtte for eksempel hver printer stilles inn manuelt, men etter at det nå skjer automatisk har vi ikke lenger noen feilmerking, sier han.
Jan Erik Evanger opplyser at SCADA (Supervisory Control And Data Acquisition) og HMI (Human Machine Interface) derfor har vært en viktig del av løsningen. Der det er behov, er det satt opp skjermer som viser tilstanden på anlegget i sanntid i tillegg til at man ser levende videobilder fra andre sentrale deler av produksjonslinjen.
På skjermen som er tilknyttet palleteringsroboten forklarte produksjonssjef Zilvinas Ciuzelis oss både hvor oversiktlig, enkelt og brukervennlig systemet er.
– Her ser du at vi på linje 1 nå pakker ruccula til fem forskjellige kunder med totalt antall per ordre, hvor mange esker som allerede står på pall og hvor mange som gjenstår. Det samme er tilfelle for linje 2 der vi pakker Middelhavsalat og på linje 3 hvor det går Babyspinat. Det er også svært enkelt for oss å overstyre rekkefølgen hvis det for eksempel står en bil og venter, sier Zilvinas mens han med et par tastetrykk flytter en av ordrene oppover i køen.
– Ferskvarehuset har oppnådd en svært høy grad av automasjon hvor alt er styrt og synkronisert. Og det er jo nettopp det Industri 4.0 går ut på: å integrere og oppnå flytproduksjon gjennom en kombinasjon av vareflyt fra råvare til ferdigvare og en datastrøm som følger vareflyten. I dag omtales dette ofte som digitalisering, men for oss er det egentlig bare en videreføring av hvordan vi har vært vant til å lage løsninger for å få flytproduksjon siden tidlig på 90-tallet. Det er jo ikke noe poeng i å ha roboter hvis man ikke har flyt, fastslår han.
Mer spennende – selv for Evanger, som vi tidligere har omtalt som Teknoevangelisten – er at han ikke lenger bare snakker om Industri 4.0, men også om etterfølgeren Industri 5.0. Mens Industri 4.0 er konsentrert rundt integrasjoner og flyt, fokuserer Industri 5.0 mennesker og maskiner og våre muligheter til både å kommunisere og instruere robotene på en helt annen måte enn tidligere. Også dette prøves i en viss grad ut hos Ferskvarehuset.
FerskvarehusetFerskvarehuset AS ble etablert som Caesar Salad i 2007 av Terje Viken, Trond Stavne og Roar Stjerne. I 2014 kom Coop Norge Industri inn på eiersiden med 34 prosent og har nylig kjøpt seg opp til 50 prosent. Etter først å ha holdt til på Frosta og deretter i Trondheim og i Oslo, leier selskapet nå ca. 5.000 kvm av nytt bygg på Gardermoen, rett ved siden av Coop Logistikksenter – CLog. Ferskvarehuset produserer ukentlig ca. 1.000 paller med ferdig kuttet og vasket salat og rundt 95 prosent av produksjonsvolumet er til Coop. Selskapet har ca. 40 ansatte og har helt siden starten hatt enn jevn og sterk vekst. Ferskvarehuset omsatte i fjor for rundt 130 millioner kroner og har som mål å passere 275 millioner i 2020 |
Omfattende leveranseFerskvarehuset tildelte Dynatec oppdraget om å bygge opp det nye salatpakkeriet på Gardermoen. Sammen med deres mangeårige danske samarbeidspartner Dan Supply stod de for alle leveransene av produksjonsutstyret:
– Kort sagt en totalleveranse som i praksis gir den mest automatiserte salatproduksjon som vi kjenner til, konkluderer salgssjef Kurt Pedersen i Dynatec. |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}